在數字化時代,商務金融類網站不僅是企業線上形象的展示窗口,更是開展業務、建立信任、提升效率的核心平臺。一個專業、安全且功能強大的網站設計至關重要。本文將深入探討商務金融等多用途網站的設計模板、關鍵素材及實用設計策略,助您打造卓越的線上門戶。
一、 設計模板的核心要素
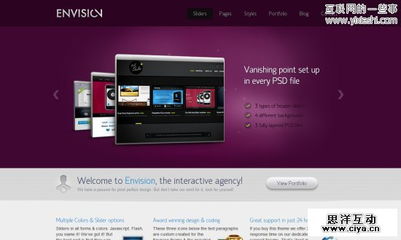
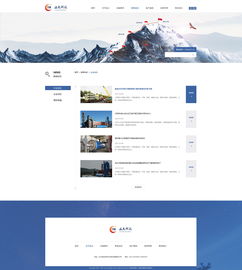
- 專業與可信的視覺基調:商務金融網站需傳遞嚴謹、可靠的第一印象。模板通常采用經典配色方案,如深藍(象征專業、穩定)、深灰(象征權威、高端)搭配白色或淺灰,營造清晰、現代的視覺層次。避免過于花哨的色彩與元素。
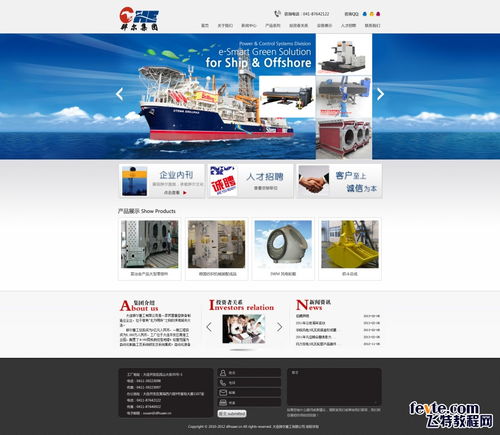
- 清晰直觀的信息架構:用戶應能快速找到所需信息。優秀模板具備邏輯清晰的導航欄,常包含:首頁、關于我們、產品/服務(如貸款、投資、保險)、市場數據/分析工具、客戶支持/登錄入口、新聞/博客、聯系我們等模塊。層級不宜過深,關鍵功能(如計算器、實時報價)應置于醒目位置。
- 響應式與跨平臺兼容性:隨著移動設備使用率激增,模板必須完美適配從桌面到手機的各種屏幕尺寸,確保圖表、表格等復雜內容的可讀性與交互流暢性。
- 安全與合規性暗示:通過展示安全認證標識(如SSL鎖圖標)、隱私政策鏈接、合規聲明等元素,在設計中潛移默化地增強用戶對網站安全性的信心。
二、 關鍵網頁設計與素材應用
- 首頁(著陸頁):
- 英雄區域:使用高質量、與金融商務相關的抽象背景圖或視頻(如城市天際線、數據流動可視化),配以強有力的價值主張標語和明確的行動號召按鈕(如“開設賬戶”、“了解更多”)。
- 服務概覽:采用圖標+簡短描述的網格布局,直觀展示核心業務。圖標設計應簡潔、專業,避免卡通化。
- 數據展示與信任建立:通過信息圖表、滾動顯示的實時關鍵指標(需模擬或連接真實數據源)、客戶證言、合作伙伴徽章等素材,快速建立專業權威。
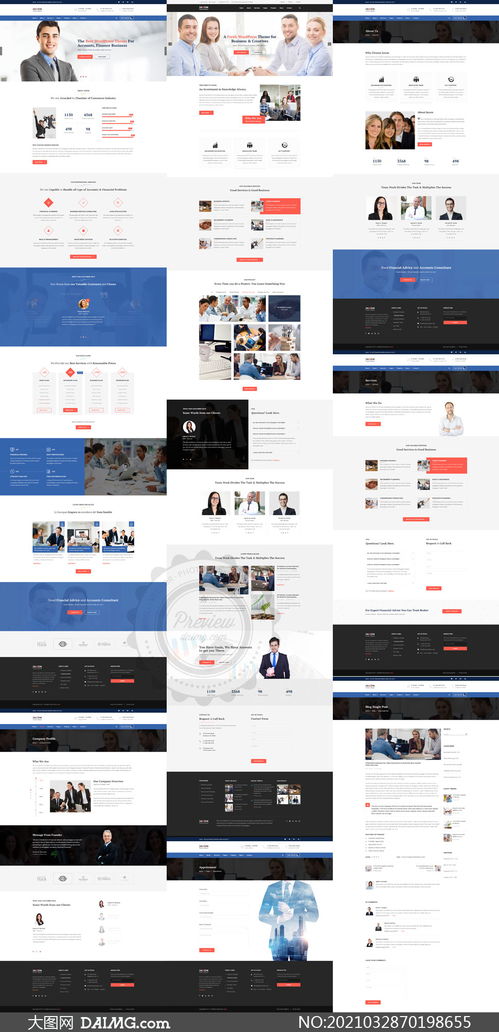
- 產品/服務詳情頁:
- 結構化內容:使用分欄布局、標簽切換或手風琴菜單來組織復雜的產品信息,如費率、條款、案例研究。融入交互式工具(如貸款計算器、投資回報模擬器)能極大提升用戶參與度。
- 圖表與圖形:使用高品質的圖表素材(如趨勢圖、餅圖、柱狀圖)來可視化數據和流程,注意保持風格一致且易于理解。
- 儀表盤/用戶中心(針對有登錄功能的網站):
- 個性化界面:模板應提供清晰的數據概覽組件(如資產總覽、近期交易)、簡潔的導航菜單以及關鍵操作入口。設計需以數據可視化和任務效率為核心。
- UI組件庫:包含表格、按鈕、表單、模態框、通知欄等元素的成套設計,確保交互一致性和用戶體驗流暢度。
三、 獲取與選擇設計資源的途徑
- 專業模板市場:如ThemeForest、TemplateMonster,提供大量經過分類、預覽和評測的HTML、WordPress、Bootstrap等技術的商務金融模板,通常包含多種頁面和插件,適合快速部署。
- UI套件與設計系統:在Dribbble、Behance等平臺或UI資源網站,設計師分享完整的Figma、Sketch或Adobe XD UI套件。這些資源更注重設計細節和組件化,適合深度定制開發。
- 優質素材庫:
- 圖像/視頻:使用Shutterstock、Getty Images等圖庫中與商業、金融、科技相關的專業圖片和視頻素材。Unsplash、Pexels也提供部分高質量的免費相關圖片。
- 圖標與插圖:選擇Noun Project、Flaticon上的線條簡潔、寓意明確的圖標。對于插圖,可以考慮購買或使用風格統一的商務場景插畫包。
- 圖表與數據可視化工具:結合使用Highcharts、Chart.js等JavaScript庫的預設樣式,或直接購買設計精美的圖表模板。
四、 設計實施建議
- 品牌一致性:無論選擇何種模板或素材,都必須與您的品牌標識(Logo、色彩、字體)深度融合,形成統一的品牌體驗。
- 性能優化:金融網站對加載速度要求極高。優化圖片大小,精簡代碼,選擇性能良好的托管方案。
- 持續迭代與測試:利用A/B測試優化關鍵頁面的轉化率。定期根據用戶反饋和業務變化更新設計與內容。
一個成功的商務金融網站設計,是專業模板、精準素材、嚴謹策略與品牌靈魂的有機結合。從選擇符合行業特質的模板開始,注入高質量的視覺素材,并始終以用戶的安全、信任與效率為核心進行設計,方能在數字金融領域建立穩固而具吸引力的線上存在。